
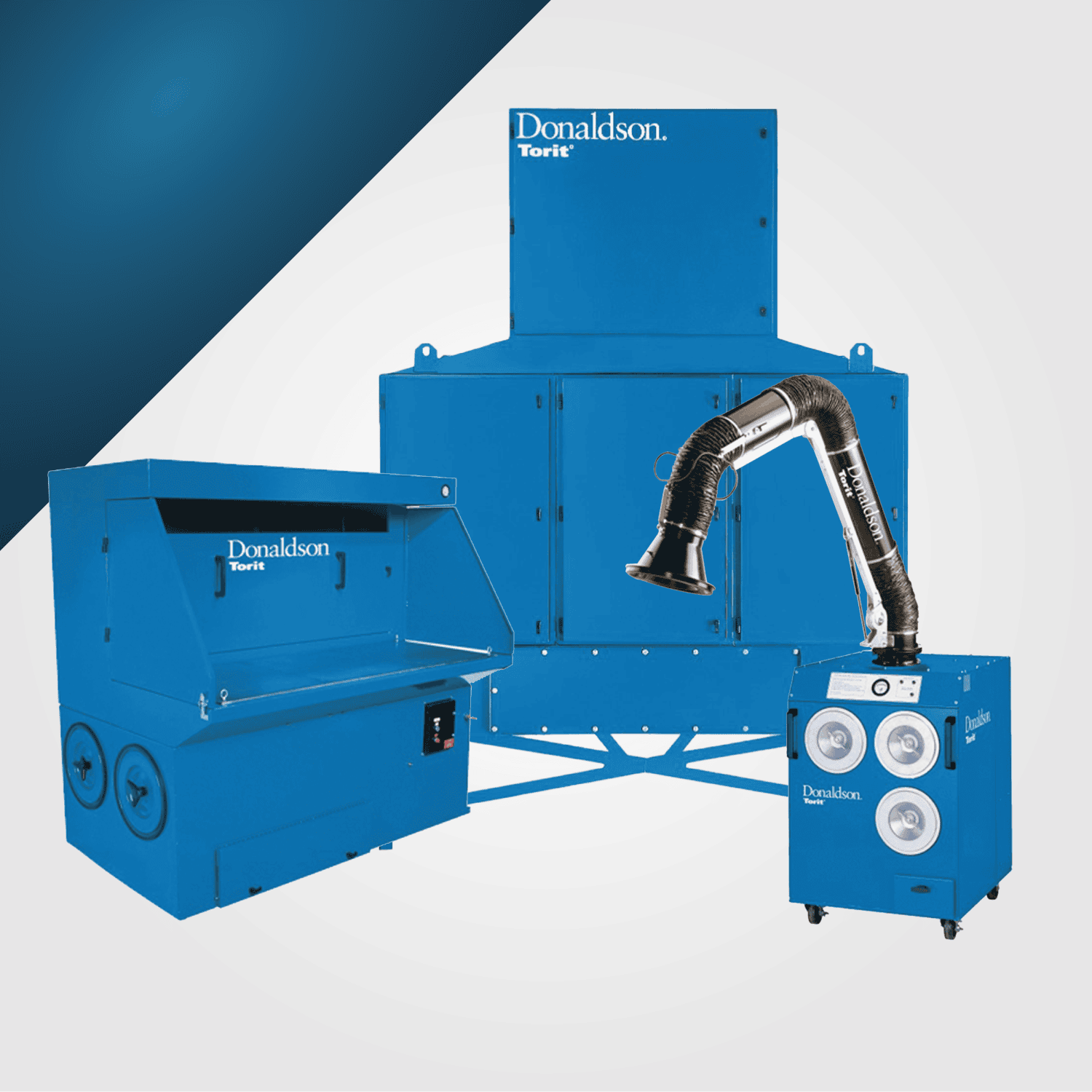
colectores
En GS, nos enorgullecemos de ser socios comerciales de Donaldson® Torit®, líder mundial en la fabricación de colectores y filtros avanzados para polvo, humo y neblina. Durante décadas, Donaldson ha desarrollado productos confiables y de alta eficiencia diseñados para proporcionar un rendimiento excepcional en la filtración, al mismo tiempo que optimizan el consumo de energía.

Información Práctica
Elegir el colector correcto es la clave para seleccionar el tipo de filtro óptimo, considerando los factores específicos de cada proyecto.
Además, es esencial definir la configuración óptima del colector, lo que implica evaluar el ángulo de fluidez del contaminante, considerar las condiciones del entorno de operación (como ambientes salinos o explosivos) y analizar las temperaturas del proceso.
Un sistema de recolección bien diseñado mejora la calidad de vida de los operadores, optimiza la eficiencia en las líneas de producción y crea un ambiente de trabajo más seguro y saludable.
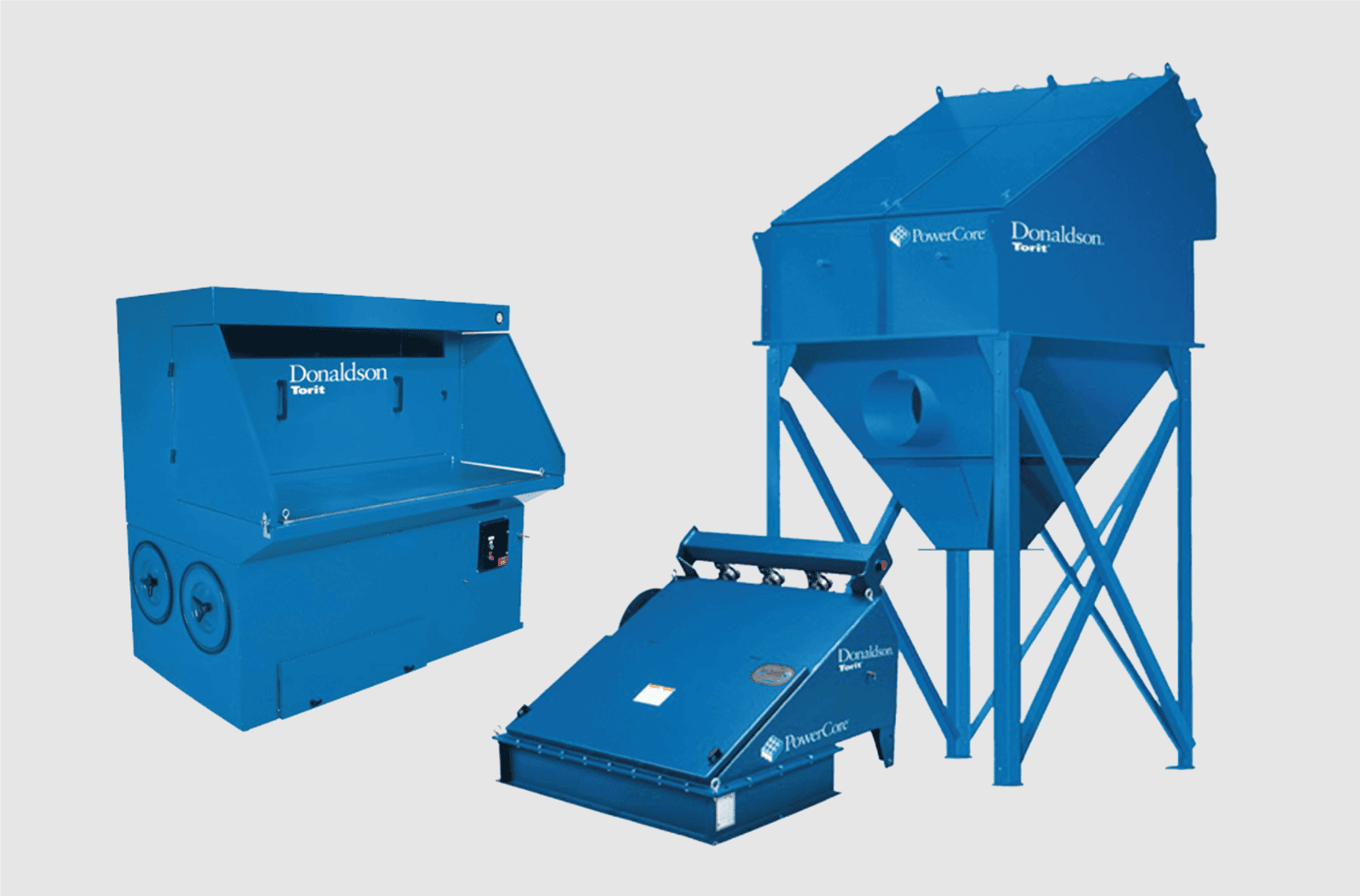
COLECTOR DE HUMOS
COLECTOR DE HUMOS
Filtra eficazmente los humos generados en procesos como soldadura y fundición con nuestros colectores de cartucho o bolsas, que ofrecen una eficiencia de hasta MERV 16 (superior al 95% en partículas de 0.3 a 1 micra).
Nuestros sistemas cuentan con tecnología de última generación para ayudarte a cumplir con la normatividad vigente y optimizar la seguridad en tu planta, incluso en entornos de alta temperatura.
Además, disponemos de accesorios especializados que protegen tu equipo y personal contra riesgos de explosión, incendios y presencia de hidrocarburos.
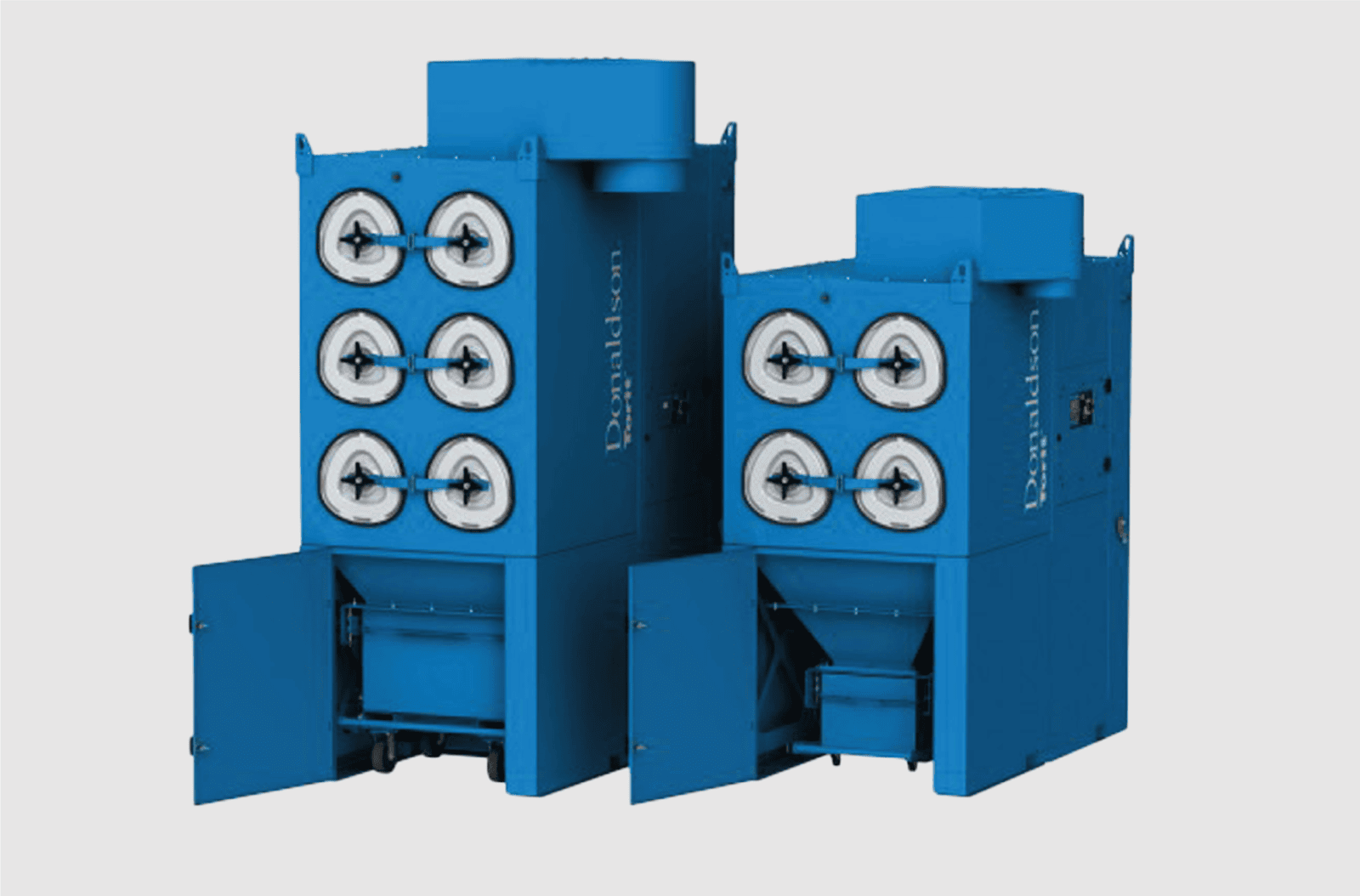
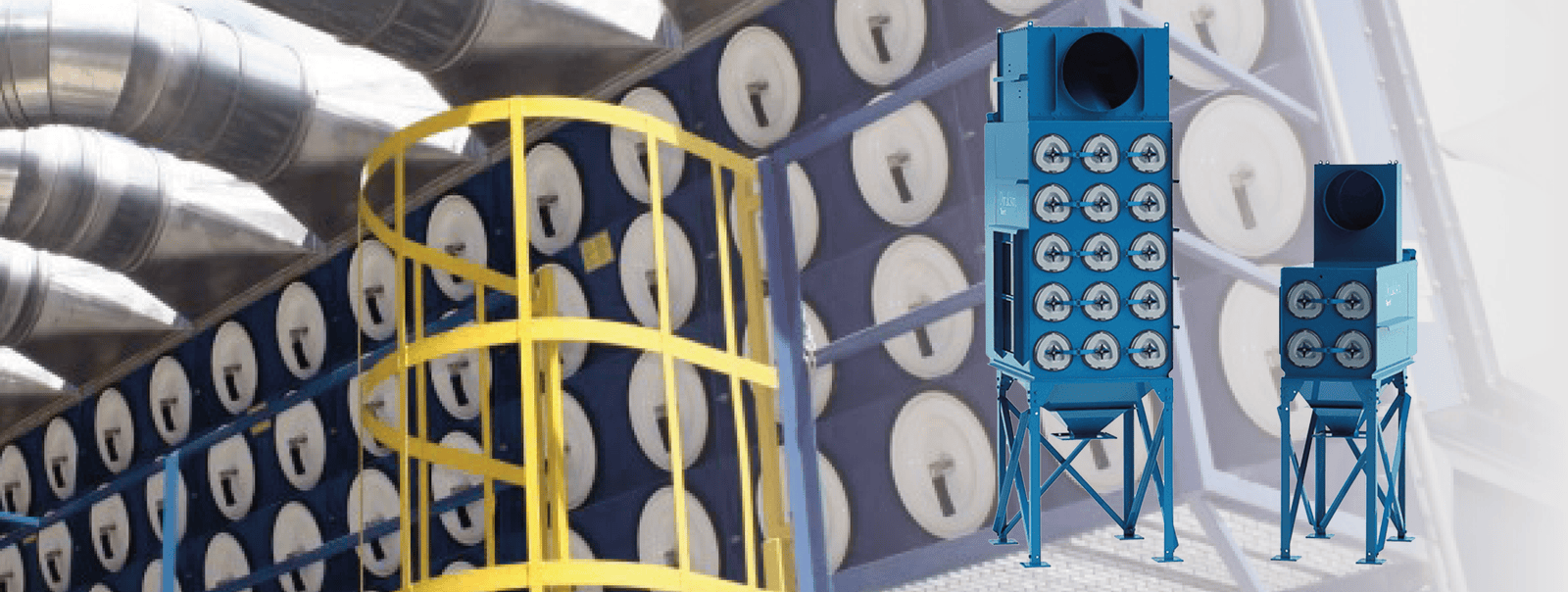
COLECTOR DE POLVOS
COLECTOR DE POLVOS
Colectores de cartucho o de bolsas para la filtración de polvos industriales, con eficiencias de hasta MERV 16 (más del 95% en partículas de 0.3 a 1 micra). Diseñados para capturar polvos generados en prácticamente cualquier proceso de producción.
Nuestros colectores pueden equiparse con accesorios especializados para mitigar riesgos de explosión, incendios y presencia de hidrocarburos, además de sensores avanzados para el monitoreo del funcionamiento del equipo.
Incorporamos las últimas innovaciones tecnológicas del mercado, garantizando el cumplimiento de normativas vigentes y ofreciendo soluciones para condiciones exigentes, como altas temperaturas, ambientes antiestáticos y materiales con propiedades retardantes de flama.
COLECTOR DE NEBLINAS
COLECTOR DE NEBLINAS
Colectores para neblinas: Se emplean colectores de neblina que utilizan una combinación de filtros mecánicos para atrapar las gotas líquidas y condensarlas, permitiendo su recolección y recuperación.
